
Xafla Metalikoen Fabrikazio Zerbitzuak



Gure xafla metaliko pertsonalizatuen fabrikazio zerbitzuak
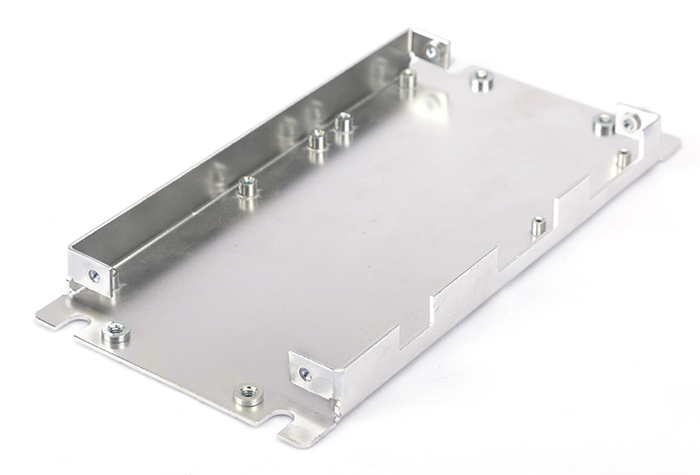
Xafla metalikoen fabrikazioa da aukerarik eraginkorrena xafla metalikoen pieza pertsonalizatuetarako eta horma-lodiera uniformeko prototipoetarako. GuanSheng-ek xafla metalikoen hainbat gaitasun eskaintzen ditu, kalitate handiko ebaketa, zulaketa eta tolesturatik hasi eta soldadura zerbitzuetaraino.
Laser bidezko ebaketa
Laser bidezko ebaketak laser bat erabiltzen du xafla metalikoko pieza mozteko. Potentzia handiko laser bat xaflara zuzentzen da eta lente edo ispilu batekin puntu kontzentratu batera iristeko intentsitatea handitzen da. Xafla metalikoaren fabrikazioaren aplikazio espezifikoan, laserren foku-distantzia 1,5 eta 3 hazbete artekoa da (38 eta 76 milimetro artean), eta laser puntuaren tamaina 0,001 hazbeteko diametroa da (0,025 mm inguru).
Laser bidezko ebaketa beste ebaketa-prozesu batzuk baino zehatzagoa eta energia-eraginkorragoa da, baina ezin ditu xafla mota guztiak ezta lodiera altuenak ere ebaki.
Plasma ebaketa
Plasma-zorrotadak plasma beroaren zorrotada bat erabiltzen du xafla metalikoa ebakitzeko. Prozesua, gainberotutako gas ionizatuaren kanal elektriko bat sortzean datzana, azkarra da eta konfigurazio-kostu nahiko baxua du.
Xafla metaliko lodia (0,25 hazbete artekoa) aproposa da plasma bidezko ebaketa prozesurako, ordenagailuz kontrolatutako plasma ebaketak laser edo ur-zorrotadako ebaketak baino indartsuagoak baitira. Izan ere, plasma ebaketa makina askok 6 hazbeteko (150 mm) lodierako piezak moztu ditzakete. Hala ere, prozesua ez da hain zehatza laser bidezko ebaketa edo ur-zorrotadako ebaketa baino.
Estanpazioa
Xafla metalikoen estanpazioa prentsatze izenez ere ezagutzen da eta xafla laua prentsa batean sartzea dakar. Bolumen handiko, kostu baxuko eta prozesu azkarra da pieza berdinak ekoizteko. Xafla metalikoen estanpazioa beste metal forma emateko eragiketa batzuekin batera ere egin daiteke, fabrikazio errazagoa lortzeko.
Tolestura
Xafla metalikoa tolestea V formako, U formako eta kanal formako tolesturak sortzeko erabiltzen da, balazta izeneko makina bat erabiliz. Balazta gehienek xafla metalikoa 120 gradu arteko angelu batera tolestu dezakete, baina tolestura-indar maximoa metalaren lodiera eta trakzio-erresistentzia bezalako faktoreen araberakoa da.
Oro har, xafla metalikoa hasieran gehiegi tolestu behar da, partzialki bere jatorrizko posiziora itzuliko baita.





